全球“禁塑令”的推进,正将生物降解材料推上历史舞台的中心。PLA(聚乳酸)、PBS(聚丁二酸丁二醇酯)、PBAT(聚己二酸/对苯二甲酸丁二醇酯)等材料的规模化生产,已从政策倡导转变为产业现实。而这些可降解塑料的制造源头,高度依赖于乳酸、丁二酸、己二酸等有机酸单体的稳定供应。
关于有机酸提取设备及工艺流程,有机酸的生产目前主要依赖生物发酵工艺。然而,发酵液成分复杂,目标有机酸常与糖类、蛋白质、色素、无机盐等杂质共存。如何从这一复杂体系中高效、定向、低成本地分离提取有机酸,直接决定着生物降解材料的成本与品质,成为发酵行业与材料行业共同面临的核心技术命题。
一、传统分离工艺的困局:收率与环保的双重压力
长期以来,从发酵液中提取有机酸的主流方法是钙盐法——通过添加碳酸钙或氢氧化钙形成钙盐沉淀,再经酸化、过滤、结晶等步骤获得产品。这一沿用百年的工艺,尽管技术成熟,却存在难以回避的先天缺陷:总收率普遍徘徊在70%-80%,资源浪费严重;三废负荷沉重;产品纯度受限;设备占地庞大。
二、溶剂萃取法:百年成熟技术的新战场
选用离心萃取机,采用溶剂萃取技术,又称液液分离技术,其基本原理是利用溶质在两种互不相溶的液相中的分配系数差异,实现目标组分的选择性转移与富集。
这项技术并非新生事物:早在20世纪初,它便被成功应用于石油工业的芳烃抽提;此后,在植物油提取、青霉素纯化等领域展现了卓越的分离性能。20世纪60年代以来,溶剂萃取的应用版图持续扩张,覆盖石油、化工、湿法冶金、原子能、医药等传统工业领域,并延伸至生物工程、新材料、环保等新兴赛道。
正是这样一项历经百年验证、被称为“成熟技术”的分离手段,如今正在生物发酵领域掀起一场深刻的工艺变革。当成熟技术与新兴产业相遇,迸发出的是收率突破99%、杂质“不沾边” 的惊人效能。
三、产学研突破:定向萃取分离技术的诞生
郑州天一萃取科技有限公司与哈尔滨工业大学(威海)魏琦峰教授团队深度合作,聚焦生物发酵液中有机酸的定向提取分离,取得了一系列系统性研究成果。
该技术路线的核心突破在于:通过筛选高选择性萃取剂体系,结合多级逆流离心萃取工艺,实现对目标有机酸的精准“抓捕”,同时将色素、糖类、蛋白、无机盐等杂质高效“屏蔽”于萃余液中。萃取相经反萃后获得纯净有机酸溶液,萃取剂再生循环使用,形成近零排放的绿色闭环。
四、技术优势:六维突破定义有机酸提取新标准
1. 高质高效,满足聚合级要求
CWL-M离心萃取机萃取过程直接产出高浓度、高纯度有机酸溶液,乳酸浓度可达100g/L以上,色度、透光率等指标满足PLA聚合原料要求。反萃液无需复杂精制,可直接进入浓缩工段。
2. 适应能力强,原料宽容度高
无论发酵底物是玉米、秸秆还是糖蜜,无论初始浓度高低(5-150g/L),该工艺均可稳定运行,无需频繁调整参数或更换萃取剂。
3. 处理能力大,适合规模化生产
同等设备投资规模下,溶剂萃取的处理通量远超离子交换或膜分离技术,单套系统年处理能力可达5-10万吨发酵液。
4. 近零排放,彻底告别环保包袱
全过程无废渣产生,废水主要为无机盐溶液,COD较原液降低60%以上,处理难度和成本大幅降低,彻底摆脱钙盐法的石膏固废困扰。
5. 投资规模小,占地仅为传统三分之一
设备集成度高,混合、传质、分离在同一台液液萃取设备中完成,占地面积仅为传统工艺的1/3-1/2,特别适合现有产线技改嵌入。
6. 经济效益显著,投资回收期短
有机酸收率可稳定在99%以上,运行能耗与药剂消耗低,环保投入少,吨产品综合成本较钙盐法降低1500-2500元,投资回收期普遍短于18个月。
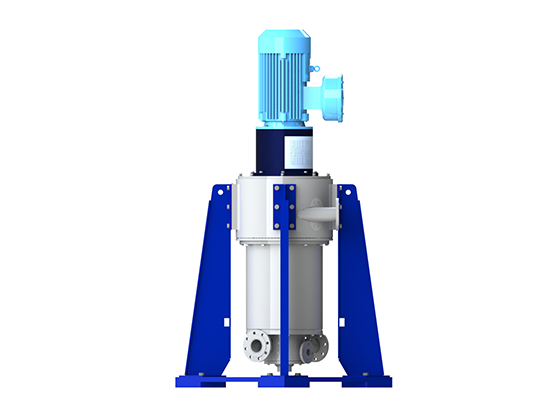
五、核心装备:CWL-M离心萃取机的技术赋能
工艺的专业性需要匹配高性能执行装备方能落地。在郑州天一萃取科技有限公司开发的有机酸萃取工艺中,CWL-M系列离心萃取机承担着混合传质与两相分离的核心功能:
传质效率跃升——高速旋转产生的强离心力场,使发酵液与萃取剂在微米级尺度上瞬间混合,传质效率较机械搅拌提升5-8倍,单级萃取率即可达90%以上。
分相彻底,杜绝夹带——离心力强度达重力数千倍,两相在毫秒级时间内完成分离,界面清晰稳定,有机相中水含量可控制在1%以下,萃取剂损耗大幅降低。
耐腐蚀长寿命——过流部件采用全氟高分子材料与特种合金复合结构,耐受乳酸、丁二酸及萃取剂的长期侵蚀,主体设备寿命超8年,维护频次降低90%。
自动化无缝集成——设备支持DCS系统对接,转速、相比、温度等参数实时可调,运行数据自动记录与追溯,实现萃取工段无人化值守,彻底告别经验操作时代。
六、工业化验证:从吨级到万吨级的稳定运行
以华东某生物科技公司年产5万吨乳酸项目为例:原工艺采用钙盐法,乳酸综合收率约78%,每吨产品产生2.5吨废渣,环保处理成本高达1200元/吨。
改造后采用四级逆流CWL-M离心萃取系统,乳酸收率稳定在99.2%,萃余液COD降低60%,反萃液直接进入浓缩工段,吨产品综合成本下降1800元,项目投资回收期不足14个月。萃取剂年损耗率低于1.5%,真正实现低耗高效。
郑州天一萃取科技有限公司可为客户提供完整的生物发酵液有机酸萃取工艺验证服务。我们不仅提供高性能液液萃取设备,更致力于成为生物制造企业品质升级与绿色转型的技术合作伙伴。
更多相关文章推荐:《CWL-M离心萃取机在有机酸萃取生产线中的应用》
全球“禁塑令”的推进,正将生物降解材料推上历史舞台的中心。PLA(聚乳酸)、PBS(聚丁二酸丁二醇酯)、PBAT(聚己二酸/对苯二甲酸丁二醇酯)等材料的规模化生产,已从政策倡导转变为产业现实。而这些可降解塑料的制造源头,高度依赖于乳酸、丁二酸、己二酸等有机酸单体的稳定供应。
关于有机酸提取设备及工艺流程,有机酸的生产目前主要依赖生物发酵工艺。然而,发酵液成分复杂,目标有机酸常与糖类、蛋白质、色素、无机盐等杂质共存。如何从这一复杂体系中高效、定向、低成本地分离提取有机酸,直接决定着生物降解材料的成本与品质,成为发酵行业与材料行业共同面临的核心技术命题。
一、传统分离工艺的困局:收率与环保的双重压力
长期以来,从发酵液中提取有机酸的主流方法是钙盐法——通过添加碳酸钙或氢氧化钙形成钙盐沉淀,再经酸化、过滤、结晶等步骤获得产品。这一沿用百年的工艺,尽管技术成熟,却存在难以回避的先天缺陷:总收率普遍徘徊在70%-80%,资源浪费严重;三废负荷沉重;产品纯度受限;设备占地庞大。
二、溶剂萃取法:百年成熟技术的新战场
选用离心萃取机,采用溶剂萃取技术,又称液液分离技术,其基本原理是利用溶质在两种互不相溶的液相中的分配系数差异,实现目标组分的选择性转移与富集。
这项技术并非新生事物:早在20世纪初,它便被成功应用于石油工业的芳烃抽提;此后,在植物油提取、青霉素纯化等领域展现了卓越的分离性能。20世纪60年代以来,溶剂萃取的应用版图持续扩张,覆盖石油、化工、湿法冶金、原子能、医药等传统工业领域,并延伸至生物工程、新材料、环保等新兴赛道。
正是这样一项历经百年验证、被称为“成熟技术”的分离手段,如今正在生物发酵领域掀起一场深刻的工艺变革。当成熟技术与新兴产业相遇,迸发出的是收率突破99%、杂质“不沾边” 的惊人效能。
三、产学研突破:定向萃取分离技术的诞生
郑州天一萃取科技有限公司与哈尔滨工业大学(威海)魏琦峰教授团队深度合作,聚焦生物发酵液中有机酸的定向提取分离,取得了一系列系统性研究成果。
该技术路线的核心突破在于:通过筛选高选择性萃取剂体系,结合多级逆流离心萃取工艺,实现对目标有机酸的精准“抓捕”,同时将色素、糖类、蛋白、无机盐等杂质高效“屏蔽”于萃余液中。萃取相经反萃后获得纯净有机酸溶液,萃取剂再生循环使用,形成近零排放的绿色闭环。
四、技术优势:六维突破定义有机酸提取新标准
1. 高质高效,满足聚合级要求
CWL-M离心萃取机萃取过程直接产出高浓度、高纯度有机酸溶液,乳酸浓度可达100g/L以上,色度、透光率等指标满足PLA聚合原料要求。反萃液无需复杂精制,可直接进入浓缩工段。
2. 适应能力强,原料宽容度高
无论发酵底物是玉米、秸秆还是糖蜜,无论初始浓度高低(5-150g/L),该工艺均可稳定运行,无需频繁调整参数或更换萃取剂。
3. 处理能力大,适合规模化生产
同等设备投资规模下,溶剂萃取的处理通量远超离子交换或膜分离技术,单套系统年处理能力可达5-10万吨发酵液。
4. 近零排放,彻底告别环保包袱
全过程无废渣产生,废水主要为无机盐溶液,COD较原液降低60%以上,处理难度和成本大幅降低,彻底摆脱钙盐法的石膏固废困扰。
5. 投资规模小,占地仅为传统三分之一
设备集成度高,混合、传质、分离在同一台液液萃取设备中完成,占地面积仅为传统工艺的1/3-1/2,特别适合现有产线技改嵌入。
6. 经济效益显著,投资回收期短
有机酸收率可稳定在99%以上,运行能耗与药剂消耗低,环保投入少,吨产品综合成本较钙盐法降低1500-2500元,投资回收期普遍短于18个月。
五、核心装备:CWL-M离心萃取机的技术赋能
工艺的专业性需要匹配高性能执行装备方能落地。在郑州天一萃取科技有限公司开发的有机酸萃取工艺中,CWL-M系列离心萃取机承担着混合传质与两相分离的核心功能:
传质效率跃升——高速旋转产生的强离心力场,使发酵液与萃取剂在微米级尺度上瞬间混合,传质效率较机械搅拌提升5-8倍,单级萃取率即可达90%以上。
分相彻底,杜绝夹带——离心力强度达重力数千倍,两相在毫秒级时间内完成分离,界面清晰稳定,有机相中水含量可控制在1%以下,萃取剂损耗大幅降低。
耐腐蚀长寿命——过流部件采用全氟高分子材料与特种合金复合结构,耐受乳酸、丁二酸及萃取剂的长期侵蚀,主体设备寿命超8年,维护频次降低90%。
自动化无缝集成——设备支持DCS系统对接,转速、相比、温度等参数实时可调,运行数据自动记录与追溯,实现萃取工段无人化值守,彻底告别经验操作时代。
六、工业化验证:从吨级到万吨级的稳定运行
以华东某生物科技公司年产5万吨乳酸项目为例:原工艺采用钙盐法,乳酸综合收率约78%,每吨产品产生2.5吨废渣,环保处理成本高达1200元/吨。
改造后采用四级逆流CWL-M离心萃取系统,乳酸收率稳定在99.2%,萃余液COD降低60%,反萃液直接进入浓缩工段,吨产品综合成本下降1800元,项目投资回收期不足14个月。萃取剂年损耗率低于1.5%,真正实现低耗高效。
郑州天一萃取科技有限公司可为客户提供完整的生物发酵液有机酸萃取工艺验证服务。我们不仅提供高性能液液萃取设备,更致力于成为生物制造企业品质升级与绿色转型的技术合作伙伴。
更多相关文章推荐:《CWL-M离心萃取机在有机酸萃取生产线中的应用》